Air Receivers: The Best Solution for Efficient Air Blaster Systems
In maximizing the performance of air blaster systems, an air receiver is the answer. Designed to store compressed air and give a steady supply, this important device is a game-changer for industries using air blasters to enable material flow, cleaning, and maintenance. Whether in the mining, cement production, petrochemical, heat recovery system, or food processing sectors, an air receiver can significantly improve the efficiency and dependability of your operations.

What is an Air Receiver?
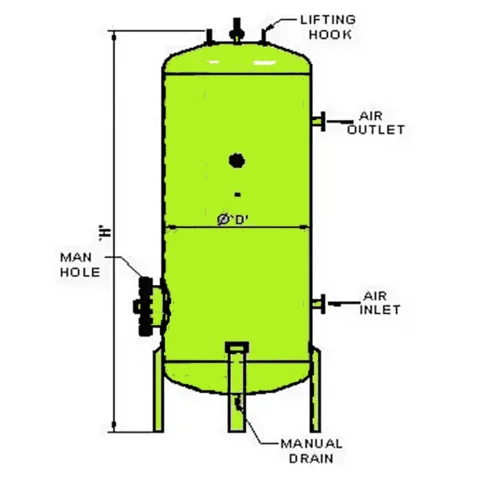
An air receiver is a heavy-duty tank that stores compressed air provided by a compressor. It is a buffer, giving a smooth and stable supply of air to your air blaster system.
By smoothing out pressure fluctuations and minimizing compressor cycling, it not only maximizes system performance but also extends the life of your equipment.
Why Do You Need an Air Receiver for Air Blasters?
Air blasters are typically used to remove stubborn material clogging silos, hoppers, and other storage vessels. But their performance is largely dependent on a steady and dependable air supply. This is where an air receiver comes in. It ensures your air blasters receive the amount of compressed air they require at the right pressure, even in high demand.
Without an air receiver, your system can be plagued by pressure drops, causing inefficient blasting and excessive equipment wear and tear. By adding this important device, you can expect smoother operations, less downtime, and lower maintenance costs.

1,255
Success Projects and still going on
Facing challenges? Feel free to reach out to us for expert solutions
and a personalized quote!
Key Benefits of Using an Air Receiver
- Stable Air Supply: Ensures smooth and steady compressed air flow, eliminating pressure fluctuations.
- Energy Efficiency: Reduces the need for continuous compressor cycling, saving power and operating costs.
- Increased Equipment Life: Reduces stress on air blaster systems, increasing longevity.
- Better System Performance: Keeps your air blasters performing at maximum efficiency.
- Flexibility: Can be used with various air blaster models and customized for industrial needs.
Applications of Air Receivers in Air Blaster Systems
- Mining: Clearing blocked chutes and hoppers in mineral processing plants.
- Cement Industry: Preventing material accumulation in silos and kilns.
- Food Processing: Ensuring smooth flow of grains and powders.
- Power Generation: Maintaining efficient coal handling and flow systems.
Selecting the Right Air Receiver for Your Needs
- Capacity: Choose a tank sized according to your system’s air demand.
- Pressure Rating: Ensure the receiver can handle maximum operating pressure safely.
- Material & Construction: Opt for carbon or stainless steel for durability.
- Compliance: Must meet all relevant safety and industry standards.
Tips for Maintaining Air Receivers
- Check for Leaks: Regularly inspect for air leaks to prevent energy loss.
- Drain Condensate: Periodically remove moisture to prevent corrosion.
- Monitor Pressure Levels: Maintain within safe operating limits.
- Professional Inspections: Schedule periodic checks by experts.
Why Invest in a High-Quality Air Receiver?
A high-quality air receiver is an investment that benefits you in the long run in terms of enhanced efficiency, lower energy bills, and less downtime. By opting for a durable product from a reputable manufacturer, you can have the assurance of easy integration with your air blaster system and peace of mind knowing your operations are in good hands.

Conclusion
In industrial operations, reliability and efficiency are the key. An air receiver is an important part of the system that makes your air blaster system perform at its optimal level, delivering consistent results and minimizing operational hassles. Be it material buildup in silos or smooth flow of materials in processing plants, this device is the answer to your prayers.
Invest in high-quality air receivers today and feel the difference it makes to your air blaster system. With its potential to stabilize air pressure, make energy efficiency a reality, and increase equipment lifespan, it is an essential in any industry dependent on compressed air systems.
Browse our selection of air receivers made to suit your specific requirements and take the first step towards maximizing your operations. Your air blaster system is worthy of the best – and so are you.